food grade wrapper paper
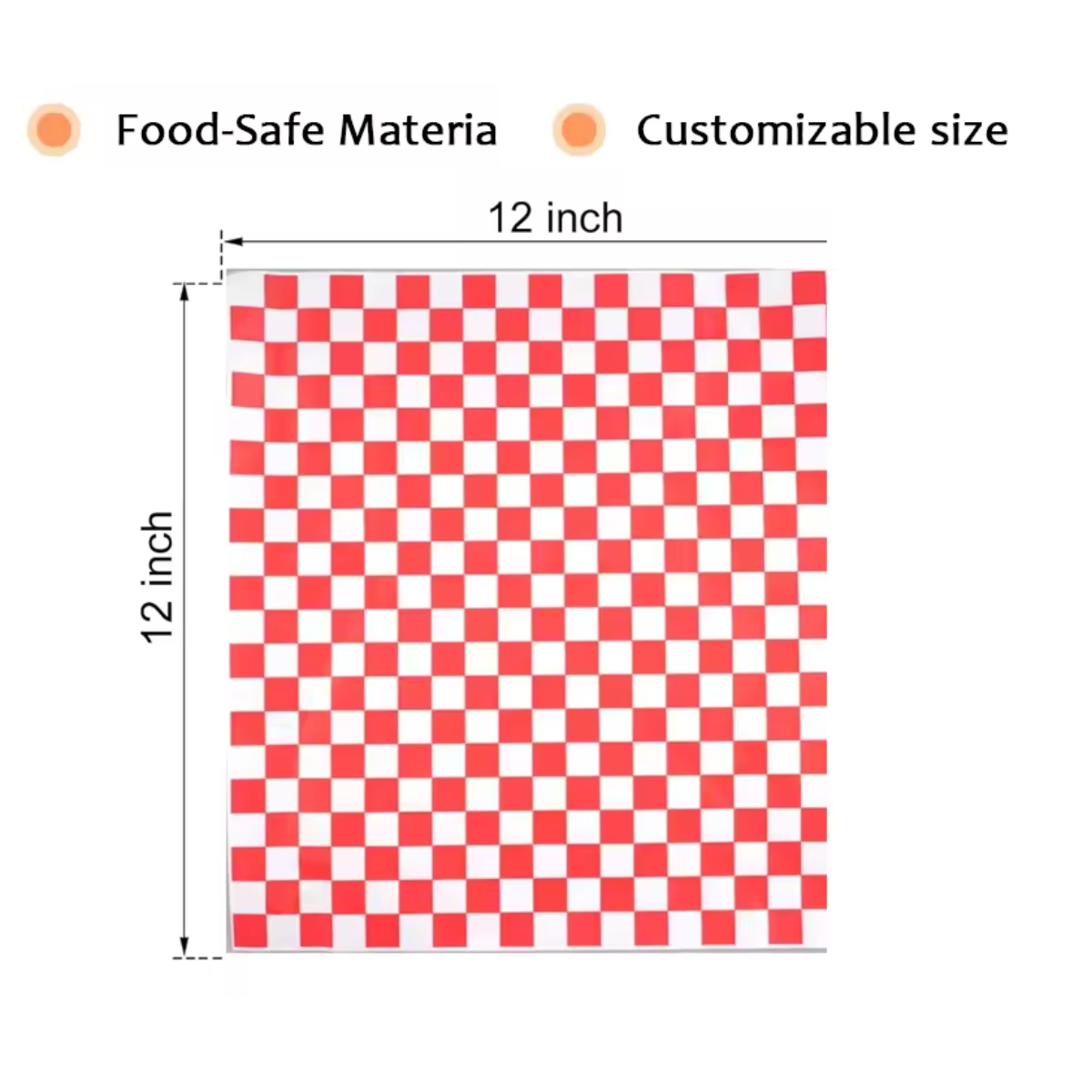
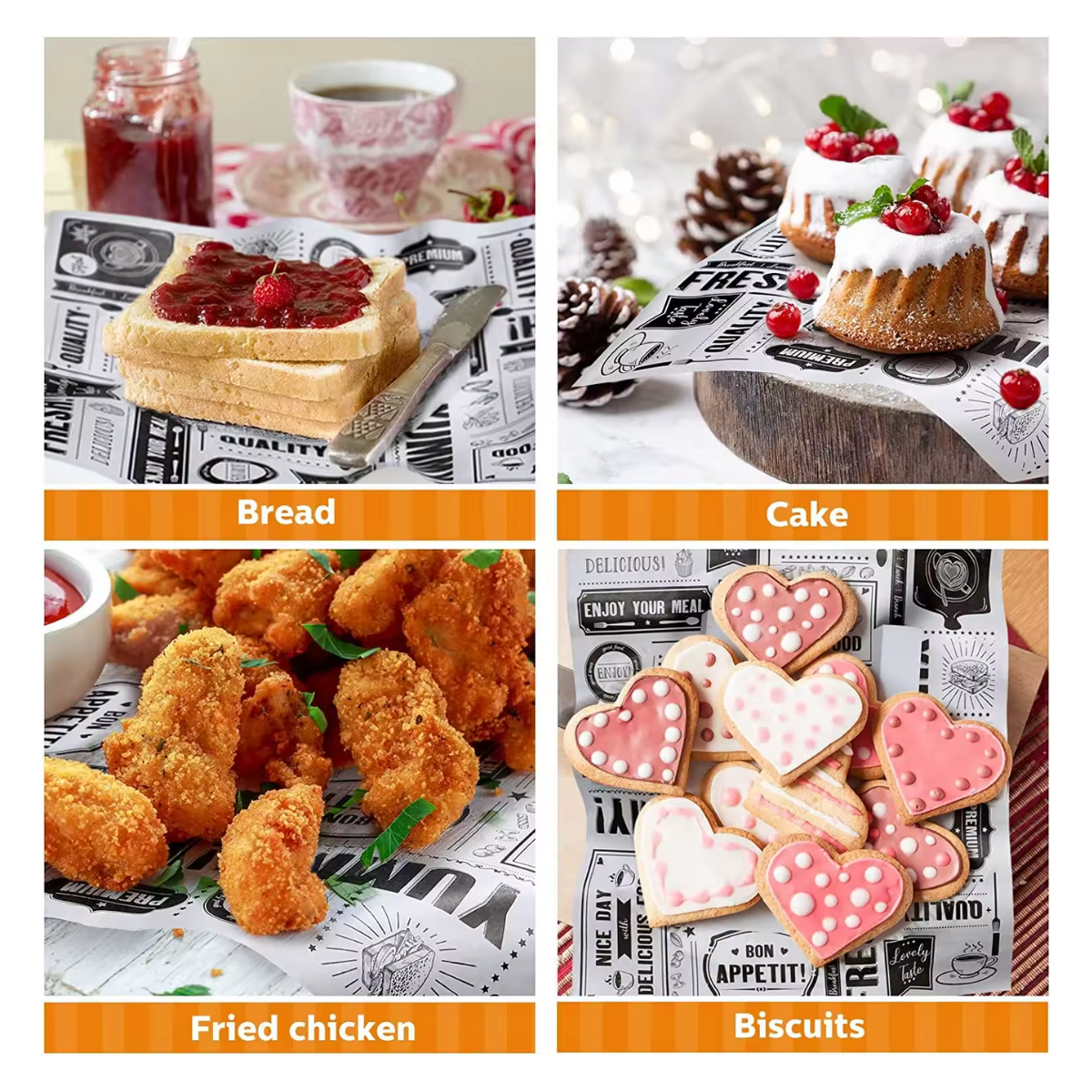
Food grade wrapper paper represents a specialized category of packaging materials designed specifically for direct contact with consumable products. This essential packaging solution combines safety, functionality, and versatility to meet stringent food industry standards. Food grade wrapper paper undergoes rigorous manufacturing processes that eliminate harmful chemicals and contaminants, ensuring complete safety for food applications. The paper features moisture-resistant properties that protect contents from environmental factors while maintaining optimal freshness. Advanced barrier technologies integrated into food grade wrapper paper prevent contamination from external sources and preserve nutritional value. Manufacturing processes involve careful selection of raw materials, including virgin fibers and food-safe adhesives that comply with international regulations. The paper structure incorporates multiple layers that provide enhanced protection against grease, oil, and moisture penetration. Food grade wrapper paper maintains excellent printability, allowing brands to showcase vibrant graphics and essential product information. Temperature resistance capabilities enable this packaging material to withstand various storage and transportation conditions without compromising integrity. The biodegradable nature of food grade wrapper paper aligns with sustainability goals while delivering superior performance. Quality control measures ensure consistent thickness, strength, and barrier properties throughout production batches. Food grade wrapper paper applications span across bakery products, confectionery items, fresh produce, and prepared foods. The versatile material adapts to different wrapping techniques, from manual application to high-speed automated packaging systems. Regulatory compliance remains paramount, with food grade wrapper paper meeting FDA, EU, and other international food safety standards. The paper's neutral composition prevents flavor transfer, maintaining the authentic taste of packaged products.